 提供对外内孔珩磨加工_内孔珩磨外协加工厂-上海铸运珩磨加工厂
提供对外内孔珩磨加工_内孔珩磨外协加工厂-上海铸运珩磨加工厂提供对外内孔珩磨加工_内孔珩磨外协加工厂-上海铸运珩磨加工厂
作者:zhuyunjx 时间:2018-06-18 11:03
提供对外内孔珩磨加工_内孔珩磨外协加工厂_上海铸运珩磨加工厂


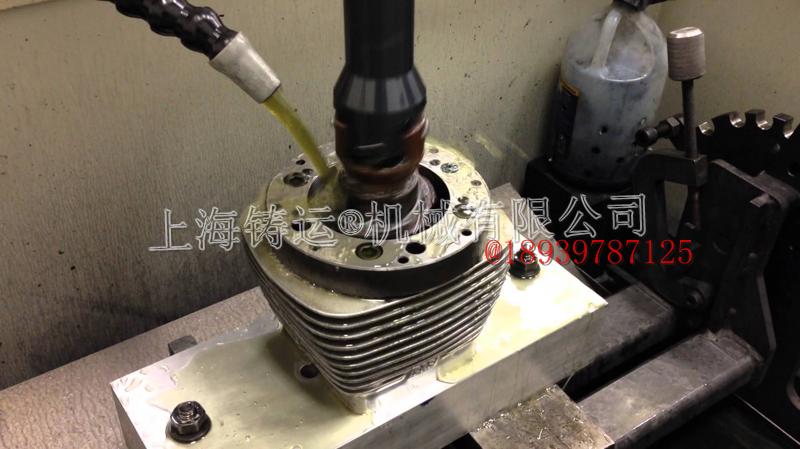
本公司提供精密内孔珩磨加工,最小孔径可以到3.0MM,精密可以达到0.002MM
用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达10,甚至更大。在一定条件下,珩磨也能加工外圆、平面、球面和齿面等。圆柱珩磨的表面粗糙度一般可达Ra0.32~0.08微米,精珩时可达Ra0.04微米以下,并能少量提高几何精度,加工精度可达IT7~4。平面珩磨的表面质量略差。
上一篇:优质供应螺丝模具加工_螺丝模具内孔珩磨加工_螺丝磨具内孔研磨工
下一篇:供应内孔绗磨加工_绗磨加工内孔_小孔绗磨加工内孔绗磨_珩磨头珩